Typically, the rule of thumb is to keep 0.010″ to 0.015″ material after drilling for the reamer to remove. Very small diameters, say 1/32″ or less, should have 0.003″ to 0.006″ of material to remove by reaming.
How much can a reamer remove?
Stock Removal: 2%-3% of the reamer diameter will normally be appropriate stock removal when reaming. Example: a . 500” diameter tool would remove .
What tolerance can a reamer hold?
Reamed holes are used to create holes of precise circularity and size, for example with tolerances of -0/+0.02 mm(. 0008″) This will allow the force fitting of locating dowel pins, which need not be otherwise retained in the body holding them.
How much material can a hand reamer remove?
Hand reamers must never be turned by machine power, and must be started true and straight. They should never remove more than 0.001″ to 0.005″ of material. Hand reamers are available from 1/8″ to over 2G in diameter and are generally made of carbon steel or high-speed steel.How effective is a reamer?
Standard chucking reamers can achieve hole-to-hole repeatability of 0.0005″ (0.0127mm). A reamer’s flute geometry is what allows the tool to repeat closely.
Why do you ream a hole?
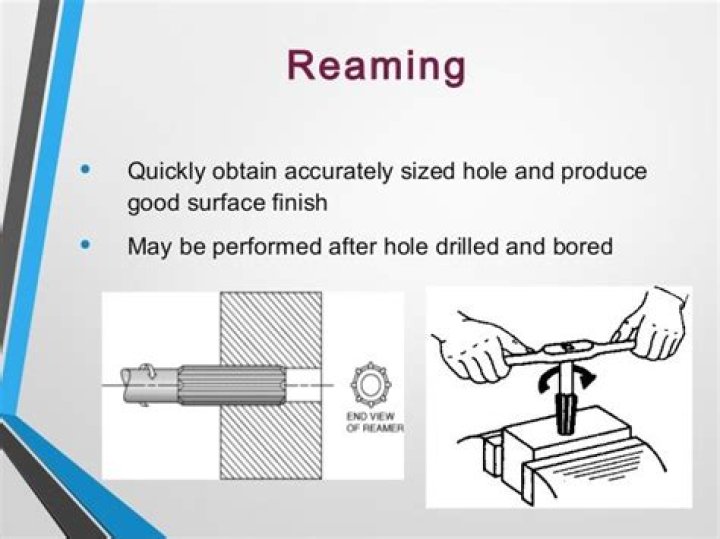
The primary purpose of reaming is simply to create smooth walls in an existing hole. Manufacturing companies perform reaming using a milling machine or drill press.
How do you size a reamer?
Measure up from the middle of the shaft, perpendicular to your straightedge. Double this measurement to calculate your reamer’s true diameter. Don’t try to cut corners and take measurements by simply following the angle of the blade or measuring the body of the reamer.
Can you ream by hand?
To ream a hole by hand, choose a hand reamer in the same size as the hole you need. Fit the shank of the reamer into a tap wrench or a crescent wrench, and use a vise or clamps to secure the material you need to bore.Can you use a reamer in a drill press?
A drilled hole will be accurate to about two thousandths of an inch in diameter. Use a reamer if greater precision is required. A reamer looks like a drill bit but it has no point, so it’s not useful for starting holes. … The drill press also looks like it could work as a milling machine, but it is a poor substitute.
What is H7 reamer tolerance?The hole requires a tolerance of 0 to +18 μm and the shaft -6 to -17 μm. It follows that the dimensions are 10,000 to 10,018 mm for the hole and 9,983 to 9,994 mm for the shaft. A 10mm reamer marked H7 should give us the correct hole dimension.
Article first time published onWhat do reamers do?
reamer, rotary cutting tool of cylindrical or conical shape used for enlarging and finishing to accurate dimensions holes that have been drilled, bored, or cored. A reamer cannot be used to originate a hole. … Machine reamers are used on machine tools such as drill presses, lathes, and screw machines.
What does H7 mean on a reamer?
For example, in H7/h6 (a commonly-used fit) H7 represents the tolerance range of the hole and h6 represents the tolerance range of the shaft.
How fast do you run a reamer?
Run at a spindle speed of about 1,800 rpm, the previous reamers took 3 to 4 seconds to finish a hole, whereas cut time for the new tool is 0.14 seconds per bore while running at 4,385 rpm, a 453-sfm cutting speed and a 157-ipm feed rate.
Can you ream a blind hole?
For blind-holes, reamers with straight flutes or right-hand spirals are recommended. With the right-hand spiral, the helix of the flute goes right, or clockwise. It brings the chip back through the cut and out the top of the hole so the reamer can get to the bottom of the hole.
How is reamer rpm calculated?
- RPM = (12 * surface speed) / (π * tool/workpiece diameter)
- RPM = (12 * 600) / (3.14159 * 0.5)
- RPM = 4584 rev/min.
Do reamers have back taper?
The back taper reduces friction against the reamed surface and prevents the cutting of oversize holes. To effect the back taper, the diameter of the sizing section is reduced towards the neck by 0.005 to 0.008 mm for hand reamers, and by 0.04 to 0.08 mm for machine reamers.
What is a tapered reamer?
Taper pin reamers are used to finish, shape, or increase the size of holes for a near perfect fit when inserting taper pins into your work piece. These taper reamers are manufactured with a taper of 1/4 inch per foot.
What size drill is used to ream ¼ inch hole?
Reamer DiameterDrill for 2% ReamDecimal Equivalent1/4 (0.250)C0.245015/64 (0.2344)10.22977/32 (0.2188)5.4MM0.214413/64 (0.2031)5.0MM0.1990
How are countersinks sized?
You will want to choose a countersink that is larger than the bolt size of the hole. Countersink diameter = 1.5 x Bolt Size Hole Diameter. Example: 1/4″-20 Bolt – Multiple the diameter (. 250) x 1.5 = 0.375.
Can you use a reamer on wood?
A tapered reamer can help you easily enlarge a hole in wood, metal, or plastic. Designed to help de-burr metal, this is conical tool with several cutting edges, and can be had anywhere for well under $10. You simply insert and twist, and it will cleanly and easily remove material.
What is counter boring operation?
Explanation: Counter boring is the operation of enlarging the end of a hole using a tool called counterbore. Counter boring is done for accommodating socket head screws.
What is the difference between hand reamer and machine reamer?
The difference between a hand reamer and a machine reamer is that its cutting surface is shorter. When working with hand reamers, a special holder is used. Hand reamers are used for cavities processing with the 2nd and 3rd accuracy grade. …
Can you use a drill press as a milling machine?
TL-DR: It’s entirely possible to convert a drill press into a mill, but it takes a fair bit of work and will never be as rigid as a real mill.
Can hand reamers be used in a lathe?
I find MT reamers both easier to use in the lathe of milling machine than hand reaming. Machine reamers are the only ones which can ream a blind hole to size all the way down. Conversely, they cannot be used by hand as there is no lead; only hand reamers are suitable for this job.
Which reamer is used for removing internal metric Morse tapered?
Arbor-mounted reamers (20 mm diameter and more) and adjustable reamers are mainly used for reaming of several holes in a single set-up and for bigger quantities (easily interchangeable and adjustable). Spiral-fluted reamers are used for grooved holes and taper reamers for taper holes.
What is a H8 Reamer?
HSS Metric Parallel Hand Reamers (H8) HSS Metric Parallel Hand Reamers. Hand reamers are designed to be held in the tap wrench and used to enlarge an undersized drilled hole to an accurate finished size. 060-040-00035 3.5mm HSS Hand Reamer (H8)
What is the maximum tool run out for a solid carbide drill?
“A small-diameter or long-length, solid-carbide tool will likely chip or break with runout over 0.0005 in., but a large-diameter, steel-bodied indexable drill will have no problems, and may even be able to be offset intentionally up to 0.020 in. to have better control over the hole,” said Morrison.
What is chucking reamer?
Chucking Reamers are designed for accurate reaming. For use in most materials using all types of equipment including screw machines, turret lathes, drill presses, and machining centers. Regularly pointed with a 45º chamfer. The straight-flute design is recommended for most general purpose reaming.
How do hand reamers work?
A hand reamer is a small hand-held cutting tool used to finish drilled or machined holes to an exact diameter. … The blades on the shaft remove only the small amount of material required to finish the hole to the desired size.
How much should my press fit tolerance be?
Press-fit holes are plated through holes with tighter tolerances than the standard +/-0.10mm. Press-fit holes fit the leads of connectors that will not be soldered but pressed into the holes.
What is fit in metrology?
A fit may be defined as the degree of tightness and looseness between two mating parts. Fit. Page 27. Clearance Fit. ➢ In clearance fit, an air space or clearance exists between the shaft and hole.